聯(lián)系方式 | 手機瀏覽 | 收藏該頁 | 網(wǎng)站首頁 歡迎光臨蘇州創(chuàng)闊金屬科技有限公司

蘇州創(chuàng)闊金屬科技有限公司 真空擴散焊接加工|再生塑料顆粒過濾網(wǎng)|狹縫掩膜板微孔板設(shè)計加工|微通道換熱器設(shè)計加工
15162611120





2025-11-12 01:04:05
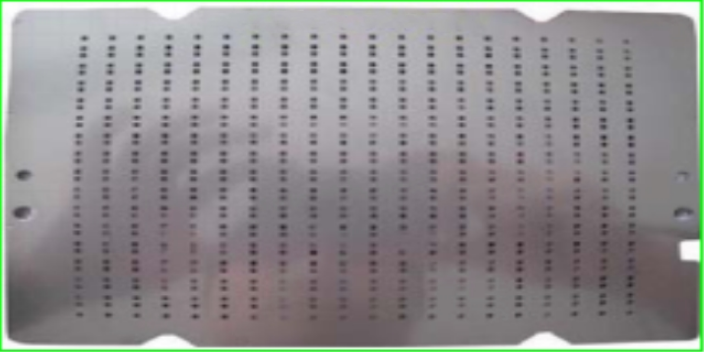
目前水冷板焊接注意主要是真空釬焊和FSW兩種焊接方式,真空焊接和FSW作為兩種先進的焊接設(shè)備廣大的應(yīng)用在不同的領(lǐng)域,具有諸多的優(yōu)異性,但又有一定的差異性和側(cè)重點。對于散熱器和水冷板來說各有優(yōu)勢。FSW為通過攪拌頭摩擦生熱,使母材達到熔融狀態(tài)完成焊接的一種方法,屬于固相焊接。但是由于焊接方法特點的限制,目前冷板行業(yè)只于簡單的焊接軌跡,比如平直的結(jié)構(gòu)或圓通形結(jié)構(gòu)的焊接,而且在焊接過程中工件要有良好的支撐和襯墊。對于小的工件,人為的因素對質(zhì)量影響很大。真空釬焊是在真空條件下,通過低于母材熔點的焊料融化把母材料連接在一起的焊接方式。創(chuàng)闊科技制作真空擴散焊,也可以根據(jù)需要設(shè)計制作。安徽真空擴散焊接技術(shù)指導(dǎo)

創(chuàng)闊金屬公司擁有先進的真空擴散焊接設(shè)備,生產(chǎn)能力強、焊接產(chǎn)品精度高、品質(zhì)持續(xù)穩(wěn)定,公司每月可生產(chǎn)各種規(guī)格的真空擴散焊產(chǎn)品2噸以上,是國內(nèi)綜合實力較強的真空擴散焊廠家。樣品提供:由于打樣數(shù)量較多,基于成本的壓力,本公司所有的真空擴散焊產(chǎn)品都采用付費打樣的模式操作,樣品費用可以在后續(xù)的批量訂單中根據(jù)協(xié)議金額返還給客戶,樣品交期我司一般控制在3天內(nèi),加急24小時出樣。水冷板散熱器在電力電子控制、轉(zhuǎn)換、驅(qū)動、信號傳輸?shù)阮I(lǐng)域以及新能源領(lǐng)域(新能源汽車動力電池散熱、UPS及儲能系統(tǒng)散熱、大型服務(wù)器散熱、大型光伏逆變器散熱、SVG/SVC散熱等),為追求高效能、低噪音低溫運行,且受到空間限制時,散熱問題成為產(chǎn)品開發(fā)理想化的較大限制,液冷散熱技術(shù)成為熱管理方式。水冷板散熱器的熱能的熱設(shè)計與熱管理工程師擁有豐富的水冷系統(tǒng)研發(fā)及水冷板工藝生產(chǎn)經(jīng)驗,可以提供***的液冷散熱解決方案,**為您提供液冷板/水冷板熱設(shè)計、結(jié)構(gòu)設(shè)計、水道連接的水冷散熱系統(tǒng)總成設(shè)計及一站式配套服務(wù)。山西PCHE應(yīng)用真空擴散焊接創(chuàng)闊科技一站式提供加工真空擴散焊接。

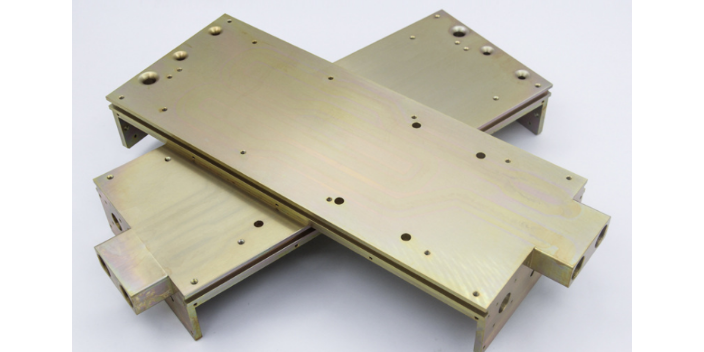
創(chuàng)闊能源科技真空擴散焊接其優(yōu)點可歸納為以下幾點:(1)接頭性能優(yōu)異。擴散焊接頭強度高,真空密封性好,質(zhì)量穩(wěn)定。對于同質(zhì)材料,焊接接頭的微觀組織及性能與母材相似,且母材在焊后其物理、化學(xué)性能基本不發(fā)生改變。(2)焊接變形小。擴散連接是一種固相連接技術(shù),焊接過程中沒有金屬的熔化和凝固,且所施加的壓力一般較低,能很好的抑制宏觀變形的產(chǎn)生,保證零件的高精度尺寸和幾何形狀。(3)可連接其它方法難以焊接的材料,比如低塑性或高熔點的同質(zhì)材料,容易產(chǎn)生金屬間化合物的異質(zhì)材料,或者是金屬與非金屬等,擴散連接都具有很大的優(yōu)勢。(4)可實現(xiàn)大面積連接。對于大尺寸截面,擴散連接時壓力均勻分布于整個界面上,實現(xiàn)其良好接觸,從而達到有效連接。(5)焊接過程**、整潔、無污染,整個焊接過程沒有飛濺、輻射等有害物質(zhì),且焊接過程易于實現(xiàn)自動化控制。
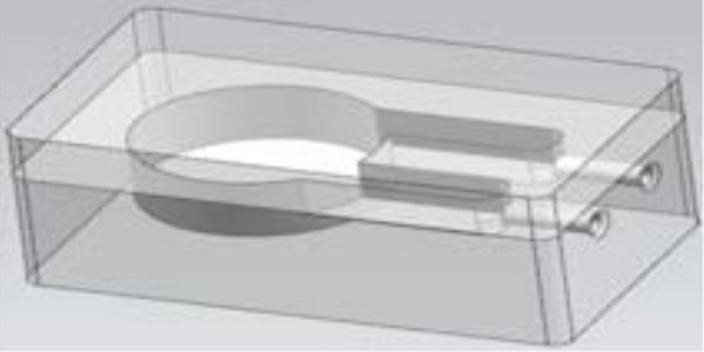
加熱流道系統(tǒng)也有兩種設(shè)計:內(nèi)加熱流道和外加熱流道:內(nèi)加熱流道:內(nèi)加熱流道的特點是采用內(nèi)部加熱的環(huán)形流道。加熱由流道內(nèi)的探針和加熱梭(也叫作分配器管)提供。這一系統(tǒng)利用熔融塑料的隔熱效果來減少熱的傳遞和在模內(nèi)其他地方的損失。盡管有分配器管內(nèi)的環(huán)形加熱器,在加熱梭與流道壁之間還是會有材料的凝結(jié)出現(xiàn)。材料必須在隔熱壁與加熱梭之間不停的流動,這與年流量效果加在一起,會造成系統(tǒng)內(nèi)的壓力下降,因此平衡的重要性非常關(guān)鍵。考慮到這一問題,內(nèi)加熱系統(tǒng)適宜加工范圍大的材料和到各澆口等距的平衡流道。這一系統(tǒng)不適宜于熱敏感塑料的使用。內(nèi)加熱相對于隔熱系統(tǒng)提供改進的熱分配,但系統(tǒng)的成本更高、設(shè)計更復(fù)雜。這種系統(tǒng)需要很仔細的平衡和復(fù)雜的熱控制。創(chuàng)闊金屬公司擁有先進的真空擴散焊接設(shè)備,樣品提供:由于打樣數(shù)量較多,基于成本的壓力,本公司所有的真空擴散焊產(chǎn)品都采用付費打樣的模式操作,樣品費用可以在后續(xù)的批量訂單中根據(jù)協(xié)議金額返還給客戶,樣品交期我司一般控制在3天內(nèi),加急24小時出樣。注塑模具流道板真空擴散焊接加工制作創(chuàng)闊能源科技。

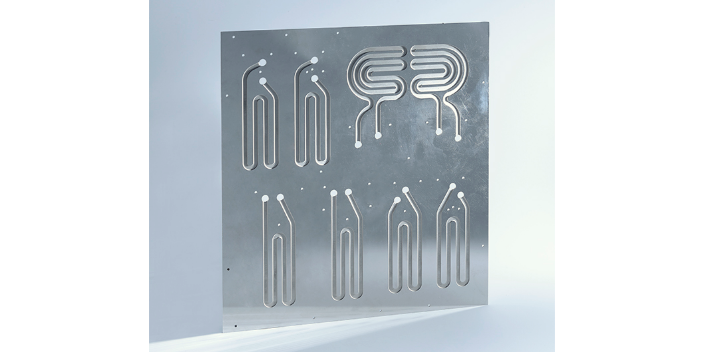
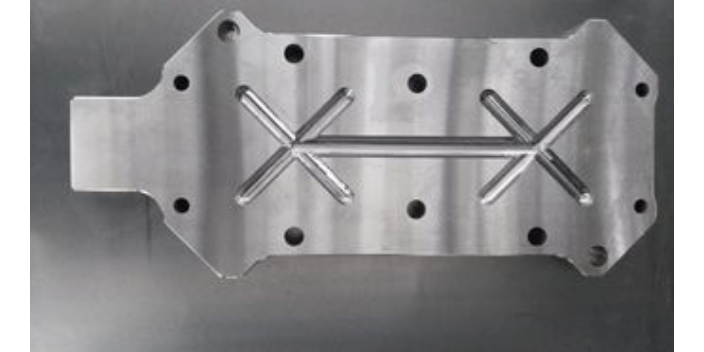
水冷散熱器散熱性能影響因素:水冷散熱器的散熱效率主要與三個因素有關(guān):首先是水冷板的設(shè)計,水冷板與熱源直接接觸,快速導(dǎo)熱十分重要,一般水冷板采用鋁與熱源接觸,并且在與水冷夜接觸的一面會設(shè)計微水道,這樣不僅可以增大接觸面積,還能增快流速,讓水冷液帶走更多的熱量,水道的設(shè)計不同會帶來不同的散熱效果。其次是水泵的揚程,水泵的揚程直接決定水流速度,由于水冷液的物理特性,流動速度越快,導(dǎo)熱性越好,所以要想讓熱量快速傳導(dǎo)到水冷排,就必須讓水泵有足夠的揚程;再就是水冷排和風(fēng)扇的設(shè)計了,目前的水冷散熱器冷排一般都安裝在機箱背部,直接通過風(fēng)扇冷卻,冷排里面的水冷液被冷卻后實現(xiàn)再循環(huán)。關(guān)于水冷散熱器,蘇州創(chuàng)闊金屬科技有限公司擁有專業(yè)客制化能力,專業(yè)從事真空擴散焊接與精密化學(xué)刻蝕、機械加工類產(chǎn)品,設(shè)計與加工。創(chuàng)闊科技按真空擴散焊接要求。上海真空擴散焊接生產(chǎn)廠家
真空擴散焊接設(shè)計加工 聯(lián)系創(chuàng)闊能源科技。安徽真空擴散焊接技術(shù)指導(dǎo)
“創(chuàng)闊金屬科技”針對真空擴散焊接分別逐個解釋一下。真空:焊接時處于真空環(huán)境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結(jié)合。雙金屬真空擴散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個技術(shù)。我國的軍單位、軍類的研發(fā)部門也因此擁有這個技術(shù)。雙金屬真空擴散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術(shù)參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數(shù)。對整個技術(shù)團隊的要求高。一個環(huán)節(jié)沒把握好,就會報廢。按爐的較低的生產(chǎn)模式,高技術(shù)要求,成本就必定高了。但雙金屬真空擴散焊的產(chǎn)品,有其獨到的高性能高質(zhì)量優(yōu)勢:結(jié)合強度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個技術(shù)。但因為生產(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設(shè)備、真空設(shè)備等等投入大,因此民用產(chǎn)品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術(shù)來替代了。安徽真空擴散焊接技術(shù)指導(dǎo)